








new
耐候鋼板切割時(shí)要注意哪些事項(xiàng)
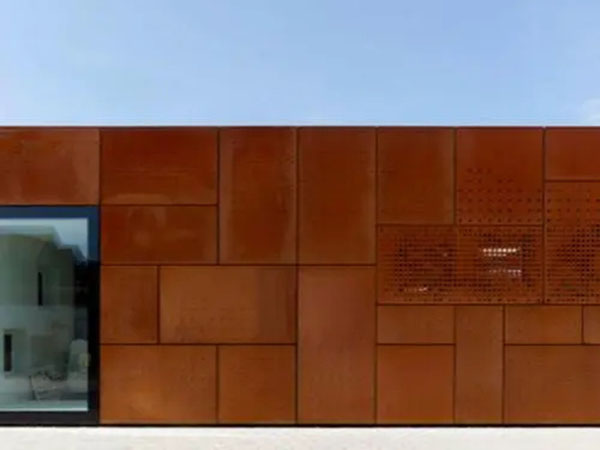
耐候鋼板進(jìn)行切割的時(shí)候,有哪些切割時(shí)的事項(xiàng)需要注意的,作為耐候鋼屏風(fēng)廠家,讓小編帶大家共同了解一下!
耐候鋼以普通碳素鋼為基礎(chǔ),添加了可抵抗大氣腐蝕的Cu,P,Cr,Ni等元素,不僅滿足轉(zhuǎn)向架的機(jī)械性能要求,而且具有良好的抗腐蝕性能。耐腐蝕性能。 耐候鋼通常使用MAG焊接。這種焊接方法將導(dǎo)致接頭的大焊接變形,并可能導(dǎo)致熔合不良的缺陷,從而導(dǎo)致應(yīng)力集中。在此基礎(chǔ)上,我們進(jìn)行了激光-MAG復(fù)合焊接SMA490BW耐候鋼的工藝研究,以提高焊接生產(chǎn)效率和質(zhì)量,以解決常規(guī)MAG焊接中的上述問題。本文采用常規(guī)MAG和激光MAG復(fù)合焊接技術(shù)在30°,40°,60°和35°,45°,55°角形接頭和雙槽30-40°處焊接12mm SMA490BW銹蝕耐候鋼板、耐候銹鋼板實(shí)現(xiàn)了轉(zhuǎn)向架典型焊接接頭的坡口結(jié)構(gòu)和焊接參數(shù)的確定。用金相顯微鏡,維氏硬度計(jì),電子試驗(yàn)機(jī)等對(duì)接頭的組織和力學(xué)性能進(jìn)行分析。 與傳統(tǒng)的MAG焊接接頭相比,激光-MAG復(fù)合焊接接頭具有明顯的“高腳杯”形狀,并且焊接熔深更大。較小的斜角和較大的鈍邊尺寸可用于有效減少焊接層。減少總熱量輸入的通道數(shù)從而保證切割后的平整度。



聯(lián)系方式
山東浩洋金屬制品有限公司
聯(lián)系人:張經(jīng)理
手機(jī):138-6363-9763
網(wǎng)址:www.i4wcuw2.cn
地址:山東省濰坊市臨朐縣東城街道駢邑南路1898號(hào)
 首頁
首頁
 產(chǎn)品
產(chǎn)品
 電話
電話