








new
耐候鋼板焊接時(shí)的工藝要求有哪些
耐候鋼板進(jìn)行焊接的時(shí)候,具體焊接時(shí)的工藝是怎樣的,作為耐候鋼幕墻廠家,讓小編帶大家共同了解一下要如何來(lái)焊接!
加工坡口,坡口為X型坡口,坡口角度為55°~65°,坡口的根部間隙為1毫米~3毫米,接頭根部處于基層內(nèi);焊接基層,基層的焊縫的第yi焊層和第三層焊層采用埋弧自動(dòng)焊進(jìn)行焊接,第三焊層具有多條焊道,第er焊層采用熔化極氣體保護(hù)焊進(jìn)行焊接;焊接基層和復(fù)層交接處的過(guò)渡層,過(guò)渡層的第四焊層和第五焊層均采用熔化極氣體保護(hù)焊進(jìn)行焊接;焊接復(fù)層,復(fù)層的焊縫為第六焊層,第六焊層采用大電流埋弧焊進(jìn)行焊接。本發(fā)明相比較于現(xiàn)有技術(shù),提高了耐候鋼板焊接接頭質(zhì)量,焊接效率高。
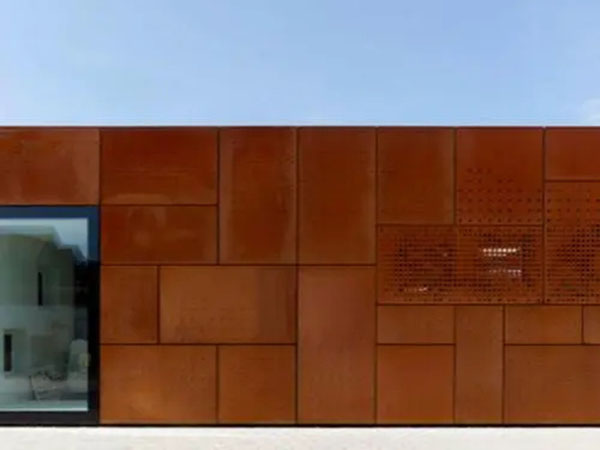
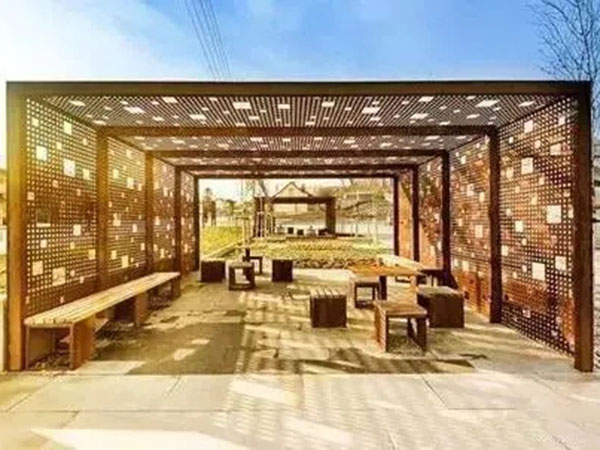
耐候板因其良好的經(jīng)濟(jì)性在壓力容器制造中獲得了廣泛的應(yīng)用。紅銹耐候鋼板的耐蝕層保證了耐腐蝕性,使得基層可以選擇價(jià)格相對(duì)低廉、強(qiáng)度較高的碳鋼鋼板。焊接是耐候板景觀制造過(guò)程中的好的重要的環(huán)節(jié)之一,耐候板的焊接一般分為基層、過(guò)渡層和復(fù)層三層進(jìn)行,其焊接不同于不銹鋼,也不同于碳鋼或低合金鋼。焊接采用特制的耐候鋼焊條,材質(zhì)與耐候鋼板相同可以達(dá)到耐腐蝕的性能,在深刻分析了耐候板焊接性能的基礎(chǔ)上,制定了科學(xué)合理的焊接工藝,并在工程中不斷調(diào)整優(yōu)化,取得了良好的效果。



聯(lián)系方式
山東浩洋金屬制品有限公司
聯(lián)系人:張經(jīng)理
手機(jī):138-6363-9763
網(wǎng)址:www.i4wcuw2.cn
地址:山東省濰坊市臨朐縣東城街道駢邑南路1898號(hào)
 首頁(yè)
首頁(yè)
 產(chǎn)品
產(chǎn)品
 電話
電話